全部
位置:中冶有色 > 有色產(chǎn)品 >
礦山設(shè)備
冶金設(shè)備
材料制備及加工設(shè)備
環(huán)境保護(hù)設(shè)備
分析檢測設(shè)備
材料
礦山材料
冶金材料
環(huán)保材料
合金材料
其它材料
> 合金材料
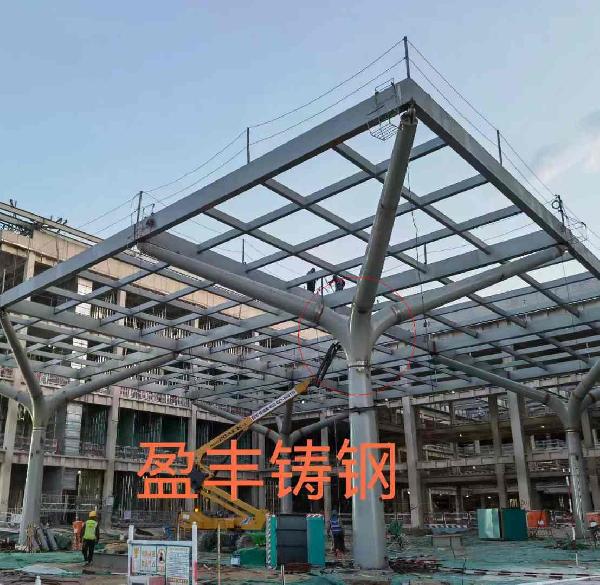
> 鋼結(jié)構(gòu)鑄鋼件
標(biāo)題:鋼結(jié)構(gòu)鑄鋼件

 672
672 
 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0
執(zhí)照待認(rèn)證")
號待認(rèn)證")




















































































 湖北 - 武漢
湖北 - 武漢 2024年12月27日 ~ 29日
2024年12月27日 ~ 29日





