全部
▼
搜索
熱搜:
 869
編輯:中冶有色技術網(wǎng)
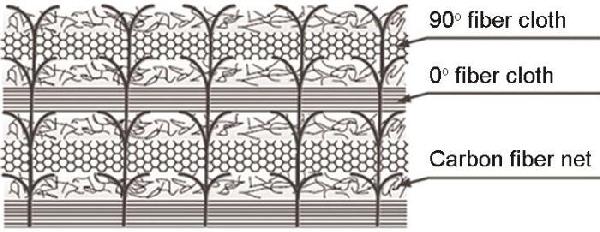
來源:戚云超,方國東,周振功,梁軍
869
編輯:中冶有色技術網(wǎng)
來源:戚云超,方國東,周振功,梁軍
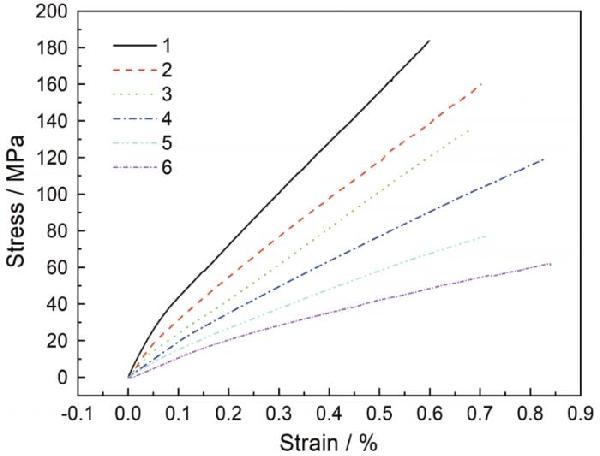
| Process id | Needling depth/mm | Needling density /needles·cm-2 | Interlayer density (layers)/cm | Tensile strength /MPa | CV |
|---|---|---|---|---|---|
| 1 | 13 | 22 | 13.5 | 179.2 | 6.43% |
| 2 | 13 | 35 | 13.5 | 165.0 | 9.68% |
| 3 | 15 | 22 | 13.5 | 131.9 | 8.74% |
| 4 | 15 | 35 | 13.5 | 123.0 | 10.4% |
| 5 | 18 | 22 | 14.2 | 72.2 | 7.30% |
| 6 | 18 | 35 | 15.2 | 62.9 | 10.3% |


| Process id | Volume reduction coefficientα | CV |
|---|---|---|
| 1 | 0.231 | 6.60% |
| 2 | 0.253 | 7.52% |
| 3 | 0.294 | 6.82% |
| 4 | 0.312 | 8.04% |
| 5 | 0.381 | 6.95% |
| 6 | 0.41 | 7.00% |


 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0









































































 中冶有色技術平臺
中冶有色技術平臺同創(chuàng)新發(fā)展論壇")

 2025年01月03日 ~ 05日
2025年01月03日 ~ 05日 新論壇")
資源技術交流會")

資源科技創(chuàng)新發(fā)展論壇")