權(quán)利要求
1.涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法��,其特征在于�����,具體過(guò)程是:
步驟一�,制作坯件;
步驟二�����,陰極微弧法制備鈦鈮纖維表面的Al2O3涂層:
取長(zhǎng)度為270cm�����、直徑為100μm的鈦鈮纖維�����,將該鈦鈮纖維單向���、均勻地纏繞在銅框架上�,使該鈦鈮纖維將該銅框架包裹����;將包裹有鈦鈮纖維的銅框架烘干;得到坯件���;
以得到的坯件作為高頻電源的陰極�����,以不銹鋼片作為高頻電源的陽(yáng)極進(jìn)行Al2O3涂層沉積���;具體過(guò)程如下:
通過(guò)鹽浴爐調(diào)節(jié)述電解液溫度���,使所述電解液溫度保持在25~45℃;將所述高頻電源的陰極與高頻電源的陽(yáng)極分別浸沒至恒溫的電解液中�����;啟動(dòng)陰極微弧高頻脈沖電源���,繞有鈦鈮纖維的銅框架的通電時(shí)間為4min�����,電流密度為5~15A/dm2�����,占空比為20%����;通電結(jié)束后��,將該高頻電源的陰極取下放入烘箱��,在60℃下保溫10min���;烘干�����;在鈦鈮纖維表面制備出Al2O3涂層����,得到表面包覆有Al2O3涂層的鈦鈮纖維����;
步驟三,制備第一個(gè)預(yù)制體盤:
將1.5g粉末狀有機(jī)粘結(jié)劑和9g鈦鋁合金粉末以質(zhì)量比為1:6的比例混合均勻�����,得到粉末混合物����;
向得到的粉末混合物中加入10ml丙酮����;攪拌3min�,獲得鈦鋁合金漿料;
利用毛刷將所述鈦鋁合金漿料均勻涂覆在所述坯件上�����;涂覆厚度為3mm���;在大氣下靜置2h待丙酮完全揮發(fā)�,得到復(fù)合材料預(yù)制體板��;
通過(guò)電火花線切割將預(yù)制體板剪裁為圓盤��,得到第一個(gè)排布著鈦鈮纖維的預(yù)制體盤�����;
步驟四��,制備其余各預(yù)制體盤:
重復(fù)所述步驟一至步驟三的過(guò)程,獲得多個(gè)排布著鈦鈮纖維的預(yù)制體盤���;
步驟五,預(yù)制體盤裝模及冷壓處理���;
將得到的多個(gè)預(yù)制體盤裝入石墨模具中����;模壓����,得到內(nèi)部裝填有預(yù)制體盤的石墨模具;
步驟六����,制備鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料:
將得到的多個(gè)預(yù)制體盤裝入石墨模具中;模壓�����,得到內(nèi)部裝填有預(yù)制體盤的石墨模具��;
對(duì)得到的內(nèi)部裝填有預(yù)制體盤的石墨模具進(jìn)行真空熱壓���;所述真空熱壓爐的升溫過(guò)程采用三段升溫方式����,具體過(guò)程為:
第一段升溫:以10℃/min的升溫速率使真空熱壓爐從室溫升溫至500℃;在500℃保溫30min�;保溫結(jié)束后開始第二段的升溫;
第二段升溫:以10℃/min的升溫速率使真空熱壓爐從500℃升溫至900℃���;在900℃保溫10min�;保溫結(jié)束后開始第三段的升溫���;
第三段升溫:以5℃/min的升溫速率使真空熱壓爐從900℃升溫至1050~1150℃��;在1050~1150℃保溫5min�����;保溫結(jié)束后���,真空熱壓爐的升溫過(guò)程結(jié)束;
當(dāng)所述真空熱壓爐的升溫階段結(jié)束后���,繼續(xù)在1050~1150℃保溫30~50min�����,同時(shí)通過(guò)液壓機(jī)對(duì)置于所述真空熱壓爐內(nèi)的石墨模具加壓��,所述加壓的壓力為35MPa���;在加壓、保壓過(guò)程中均保持爐溫在1050~1150℃�����;
當(dāng)保溫保壓結(jié)束后��,以10MPa/min的速率卸載爐內(nèi)壓力至5MPa��;預(yù)制體盤隨爐冷卻�����;待預(yù)制體盤冷卻至室溫后壓力歸零�;得到由多層預(yù)制體盤燒結(jié)而成的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料。
2.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法���,其特征在于�����,具體過(guò)程是:在纏繞所述鈦鈮纖維時(shí)��,各匝之間的間隙為0.2mm���。
3.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法����,其特征在于�,所述坯件的烘干溫度為60℃,烘干時(shí)間為10min���。
4.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法��,其特征在于�����,制備Al2O3涂層所需的電解液為硝酸鋁乙醇溶液�,具體是將分子式為Al(NO3)3·9H2O的九水硝酸鋁與無(wú)水乙醇混合均勻得到��。
5.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法�����,其特征在于,所述不銹鋼片的規(guī)格為×2mm×0.5mm���。
6.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法�,其特征在于���,步驟3中���,所述有機(jī)粘結(jié)劑為聚甲基丙烯酸甲酯粉末��;該聚甲基丙烯酸甲酯的粒徑為6μm~10μm��;所述鈦鋁合金粉末的粒徑為50μm~150μm����。
7.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法,其特征在于�,所述石墨模具包括上模、下模和母模��;所述上模和下模的結(jié)構(gòu)及尺寸一致����,均為圓柱體��;所述母模為空心圓柱體��。
8.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法�����,其特征在于��,將各所述預(yù)制體盤裝入石墨模具時(shí)���,首先將所述下模作為母模的基底裝入母模型腔內(nèi),并使該母模底部與下模底部平齊��;將制備的多個(gè)預(yù)制體盤依次層疊裝入母模型腔內(nèi)��;將所述上模嵌入母模型腔�����,至此完成預(yù)制體盤的裝模�;在裝模時(shí),需要保證各預(yù)制體盤的纖維排布方向一致���。
9.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法�,其特征在于,所述模壓時(shí)���,將裝入有多個(gè)預(yù)制體盤石墨模具放置在冷壓爐內(nèi)的平臺(tái)上靜置20min后�����,施加50MPa壓力�,并保壓20min��。
10.如權(quán)利要求1所述涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法�����,其特征在于���,在所述真空熱壓過(guò)程中,保持真空熱壓爐爐腔內(nèi)的真空度≤5×10-3Pa���。
說(shuō)明書
技術(shù)領(lǐng)域
[0001]本發(fā)明涉及金屬基復(fù)合材料制備領(lǐng)域��,具體是表面沉積有抑制反應(yīng)涂層的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料漿料成型的方法�����。
背景技術(shù)
[0002]鈦鈮合金纖維具有較高抗拉強(qiáng)度�����、優(yōu)異的塑性和韌性��、與鈦鋁基體相近的熱膨脹系數(shù)等特點(diǎn)��,引入鈦鈮長(zhǎng)纖維是實(shí)現(xiàn)鈦鋁合金強(qiáng)韌化的有效手段�。鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料制備過(guò)程中,由于溫度和壓力較高�����,鈦鋁基體與鈦鈮纖維間的反應(yīng)活性增加�,會(huì)造成基體與纖維間嚴(yán)重的界面反應(yīng),生成復(fù)雜的反應(yīng)產(chǎn)物�����,這些反應(yīng)產(chǎn)物多具備硬����、脆特點(diǎn)�����,會(huì)對(duì)復(fù)合材料的力學(xué)性能產(chǎn)生損害�����;同時(shí)劇烈的界面反應(yīng)還會(huì)引起纖維損傷�����,降低纖維性能�,造成纖維和界面的熱穩(wěn)定性極差��,從而在受載過(guò)程中加速材料失效�����。除此之外�����,鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的服役條件為高溫環(huán)境(>700℃)����,長(zhǎng)時(shí)間的服役也會(huì)使反應(yīng)界面厚度的增加。增厚的反應(yīng)界面將導(dǎo)致應(yīng)力集中����,誘發(fā)裂紋在界面處萌生,大大提升復(fù)合材料服役過(guò)程中斷裂失效的風(fēng)險(xiǎn)����。因此,阻隔元素?cái)U(kuò)散�����,抑制界面反應(yīng)的發(fā)生�����,是保證鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料性能穩(wěn)定性的關(guān)鍵��。
[0003]纖維表面涂層改性是控制界面反應(yīng)��,確保界面及纖維結(jié)構(gòu)穩(wěn)定性的有效手段�����。涂層可以作為纖維與基體間的隔離層,阻止纖維與基體直接反應(yīng)��,有助于降低界面結(jié)合強(qiáng)度�,提高界面及纖維的穩(wěn)定性����。
[0004]在公開號(hào)為CN101580036A的發(fā)明創(chuàng)造中公開了一種制備碳化硅纖維表面C/AlN復(fù)合涂層的方法。該工藝主要是先利用熱化學(xué)氣相沉積法在SiC纖維表面沉積富碳涂層���;之后借助磁控濺射法使Al靶與氣氛中的氮元素反應(yīng)形成AlN沉積到富碳涂層的SiC纖維表面�,最終形成C/AlN復(fù)合涂層�。文獻(xiàn)“兩種不同涂層的鈦纖維增強(qiáng)鈦鋁基復(fù)合材料.中國(guó)有色金屬學(xué)報(bào),6(4)(1996):110-114.”中,何玉貴等采用氣相沉積方法在鈦纖維表面沉積了2.65μm的Al2O3涂層�����,其與鈦鋁基體的反應(yīng)層厚度由30μm減小至20μm�����。但是磁控濺射�、氣相沉積法對(duì)設(shè)備真空度要求高,而且沉積速率十分緩慢�����,不適用于大批量纖維涂層的制備����。
[0005]在公開號(hào)為CN113582728A的發(fā)明創(chuàng)造中公開了一種制備碳化硅纖維表面多層硅酸鋯涂層的方法。該發(fā)明主要利用溶膠-凝膠法多次浸漬�、干燥、燒結(jié)處理獲得多層硅酸鋯涂層��,該涂層有效地提高了SiC/SiC復(fù)合材料的抗拉強(qiáng)度及斷裂韌性�����。文獻(xiàn)“Effect ofAl2O3 coating thickness on microstructural characterization and mechanicalproperties of continuous carbon fiber reinforced aluminum matrixcomposites.Materials Science and Engineering A,793(1–2)(2020):139839.”中�����,Zhu等采用溶膠-凝膠法在碳纖維表面制備了100nm厚的Al2O3涂層����,該涂層纖維增強(qiáng)的鋁基復(fù)合材料相比于無(wú)涂層時(shí)拉伸強(qiáng)度提高了94.6%。溶膠-凝膠法本質(zhì)上是通過(guò)多次進(jìn)行纖維表面處理及溶液PH值調(diào)節(jié)獲得涂層���,從而有效地緩解界面處的應(yīng)力集中�����,進(jìn)而提高復(fù)合材料的力學(xué)性能�。然而,溶膠-凝膠法制備涂層時(shí)�����,涂層溶液的濃度和PH值不易控制��,工序繁雜�����,并且溶液與金屬纖維潤(rùn)濕性不好��,導(dǎo)致涂層孔隙率高且厚度極不均勻�。另外,目前有關(guān)纖維表面涂層沉積的研究多集中于碳化硅�、碳纖維以及鈦纖維等,對(duì)鈦鈮纖維的表面涂層沉積的研究尚為空白��。僅有少量關(guān)于鈦鈮表面涂層沉積的研究���,如文獻(xiàn)“Ductilereinforcement toughening ofγ-TiAl:effect of debonding and ductility.ActaMetallurgicaet Materialia,38(8)(1990):1491-1502.”����,H.E.Deve等采用磁控濺射法在薄鈦鈮板表面沉積了2μm厚的Al2O3涂層,界面處脆性的α2和B2相完全被抑制�����。但是該研究由于磁控濺射靶材是單向固定的�����,使得涂層濺射方向單一����,故而僅局限于二維平面的涂層沉積��,適用于尺寸較大的鈦鈮板材���。鑒于鈦鈮纖維尺寸極小(直徑僅為100μm)且需要涂層的360°均勻包覆���,與板材表面的沉積完全不同,故已有研究無(wú)法為鈦鈮纖維表面的涂層沉積提供參考�����。
[0006]文獻(xiàn)“Plasma electrolytic deposition ofα-Al2O3 on TiNb fibres and theirmechanical properties.Ceramics International,47(2021):32915-32926.”中介紹了運(yùn)用微弧氧化疊加陰極微弧沉積的兩步法在鈦鈮纖維表面制備Al2O3涂層�����,并研究了沉積電壓與沉積時(shí)間對(duì)涂層的影響�����。但是其過(guò)程需要對(duì)纖維進(jìn)行多次進(jìn)行表面處理��,尤其是氧化物預(yù)制絕緣層的制備尤為關(guān)鍵��,預(yù)制絕緣層的擊穿是產(chǎn)生高能脈沖放電的前提��,是沉積Al2O3涂層的基礎(chǔ)�����。但是在微弧氧化工序下在纖維表面制備氧化物預(yù)制絕緣層時(shí)�,受制于纖維表面的缺陷隨機(jī)分布,氧化物預(yù)制絕緣層厚度很難均勻�����,質(zhì)量控制難度高�����,使得最終產(chǎn)品的成本較高。并且文章中所述的沉積電壓與沉積時(shí)間與特定設(shè)備的關(guān)聯(lián)性較大���,并非影響涂層特性的普適性要素���。而更具普適性的纖維內(nèi)電流密度��,以及對(duì)涂層質(zhì)量影響極大的電解液溫度�,在上述文章中并未提及。不僅如此����,纖維表面涂層沉積僅僅是控制復(fù)合材料界面反應(yīng)的前提,如何保證涂層在后續(xù)制備復(fù)合材料的過(guò)程中不發(fā)生破碎���、溶解等���,上述研究并未給出具體參考。
[0007]綜上所述���,現(xiàn)有關(guān)纖維表面涂層處理的方法�����,如化學(xué)氣相沉積��,物理氣相沉積�����,溶膠凝膠法等�,均存在周期長(zhǎng)、成本高�,涂層均勻性受限等問(wèn)題,有報(bào)道的微弧氧化+陰極微弧技術(shù)也存在步驟繁瑣��,電壓控制不具備普適性等問(wèn)題��。除此之外�,在后續(xù)制備復(fù)合材料的真空熱壓的過(guò)程中,如何保證纖維表面涂層在壓力和高溫條件下穩(wěn)定存在��,不發(fā)生高溫溶解��、破碎���,也是保證復(fù)合材料具備穩(wěn)定性能的關(guān)鍵���,但是并未有相關(guān)研究的報(bào)道�����。因此����,有必要提出一種經(jīng)濟(jì)高效的復(fù)合材料制備技術(shù)��,實(shí)現(xiàn)鈦鈮纖維與鈦鋁基體間的界面改性優(yōu)化�����,阻隔復(fù)合材料在高溫成型和后續(xù)高溫服役過(guò)程中的元素?cái)U(kuò)散���,抑制界面反應(yīng),消除有害的界面反應(yīng)產(chǎn)物���,從而使其發(fā)揮更大的工程應(yīng)用價(jià)值����。
發(fā)明內(nèi)容
[0008]為了解決鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料中鈦鈮纖維與鈦鋁基體界面反應(yīng)產(chǎn)物復(fù)雜��,界面反應(yīng)層過(guò)厚,反應(yīng)界面誘發(fā)復(fù)合材料力學(xué)性能惡化等問(wèn)題�,本發(fā)明提出了一種涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法。
[0009]本發(fā)明的具體過(guò)程是:
[0010]步驟一�����,制作坯件:
[0011]取長(zhǎng)度為270cm��、直徑為100μm的鈦鈮纖維���,將該鈦鈮纖維單向����、均勻地纏繞在該銅框架�����,使該鈦鈮纖維將該銅框架包裹�����。將包裹有鈦鈮纖維的銅框架烘干�。得到坯件。
[0012]在纏繞所述鈦鈮纖維時(shí),各匝之間的間隙為0.2mm���。
[0013]所述坯件的烘干溫度為60℃���,烘干時(shí)間為10min。
[0014]步驟二�����,陰極微弧法制備鈦鈮纖維表面的Al2O3涂層:
[0015]以得到的坯件作為高頻電源的陰極�����,以不銹鋼片作為高頻電源的陽(yáng)極進(jìn)行Al2O3涂層沉積��。具體過(guò)程如下:
[0016]通過(guò)鹽浴爐調(diào)節(jié)述電解液溫度,使所述電解液溫度保持在25~45℃。將所述高頻電源的陰極與高頻電源的陽(yáng)極分別浸沒至恒溫的電解液中��。啟動(dòng)陰極微弧高頻脈沖電源���,繞有鈦鈮纖維的銅框架的通電時(shí)間為4min�,電流密度為5~15A/dm2��,占空比為20%。通電結(jié)束后���,將該高頻電源的陰極取下放入烘箱���,在60℃下保溫10min;烘干���;在鈦鈮纖維表面制備出Al2O3涂層�����,得到表面包覆有Al2O3涂層的鈦鈮纖維��。
[0017]所述電解液為硝酸鋁乙醇溶液��,具體是將分子式為Al(NO3)3·9H2O的九水硝酸鋁與無(wú)水乙醇混合均勻得到���。
[0018]所述不銹鋼片的規(guī)格為×2mm×0.5mm。
[0019]步驟三�����,制備第一個(gè)預(yù)制體盤:
[0020]將1.5g粉末狀有機(jī)粘結(jié)劑及9g鈦鋁合金粉末以質(zhì)量比為1:6的比例混合均勻�����,得到粉末混合物�。
[0021]向得到的粉末混合物中加入10ml丙酮;攪拌3min�����,獲得鈦鋁合金漿料��。
[0022]利用毛刷將所述鈦鋁合金漿料均勻涂覆在所述坯件上����;涂覆厚度為3mm;在大氣下靜置2h待丙酮完全揮發(fā)�,得到正方形預(yù)制體板。
[0023]通過(guò)電火花線切割將預(yù)制體板剪裁為圓盤����,得到第一個(gè)排布著鈦鈮纖維的預(yù)制體盤。
[0024]所述有機(jī)粘結(jié)劑為聚甲基丙烯酸甲酯粉末�����;該聚甲基丙烯酸甲酯的粒徑為6μm~10μm�����;所述鈦鋁合金粉末的粒徑為50μm~150μm���。
[0025]步驟四�����,制備其余各預(yù)制體盤
[0026]重復(fù)上述步驟一到步驟三的過(guò)程����,獲得多個(gè)排布著鈦鈮纖維的預(yù)制體盤���。
[0027]步驟五��,預(yù)制體盤裝模及冷壓處理��。
[0028]將得到的多個(gè)預(yù)制體盤裝入石墨模具中�����;模壓���,得到內(nèi)部裝填有預(yù)制體盤的冷壓模具�。
[0029]所述模壓時(shí)����,將裝有多個(gè)預(yù)制體盤的石墨模具放置在冷壓爐內(nèi)的平臺(tái)上靜置20min后,施加50MPa壓力����,并保壓20min。��。
[0030]所述石墨模具包括上模�����、下模和母模����;所述上模和下模的結(jié)構(gòu)及尺寸一致,均為圓柱體�����;所述母模為空心圓柱體�����。
[0031]各所述預(yù)制體盤裝入石墨模具時(shí)���,將所述下模作為母模的基底裝入母模型腔內(nèi)���,并使該母模底部與下模底部平齊。將制備的多個(gè)預(yù)制體盤依次層疊裝入母模型腔內(nèi)��。將所述上模嵌入母模型腔�,至此完成預(yù)制體盤的裝模。在裝模時(shí)���,需要保證各預(yù)制體盤的纖維排布方向平行��。
[0032]步驟六��,制備鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料:
[0033]對(duì)得到的內(nèi)部裝填有復(fù)合材料預(yù)制體盤的石墨模具進(jìn)行真空熱壓�����。所述真空熱壓爐的升溫過(guò)程采用三段升溫方式��,具體過(guò)程為:
[0034]第一段升溫:以10℃/min的升溫速率使真空熱壓爐從室溫升溫至500℃���;在500℃保溫30min�����。保溫結(jié)束后開始第二段的升溫���。
[0035]第二段升溫:以10℃/min的升溫速率使真空熱壓爐從500℃升溫至900℃;在900℃保溫10min�����。保溫結(jié)束后開始第三段的升溫����。
[0036]第三段升溫:以5℃/min的升溫速率使真空熱壓爐從900℃升溫至1050~1150℃;在1050~1150℃保溫5min�����。保溫結(jié)束后�,真空熱壓爐的升溫過(guò)程結(jié)束。
[0037]當(dāng)所述真空熱壓爐的升溫階段結(jié)束后����,繼續(xù)在1050~1150℃保溫30~50min,同時(shí)通過(guò)液壓機(jī)對(duì)置于所述真空熱壓爐內(nèi)的石墨模具加壓,所述加壓的壓力為35MPa�����;在加壓�、保壓過(guò)程中均保持爐溫在1050~1150℃�����。
[0038]當(dāng)保溫保壓結(jié)束后�����,以10MPa/min的速率卸載爐內(nèi)壓力至5MPa�;預(yù)制體盤隨爐冷卻;待預(yù)制體盤冷卻至室溫后壓力歸零��。得到由多層預(yù)制體盤燒結(jié)而成的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料�����。
[0039]在所述真空熱壓過(guò)程中�,保持真空熱壓爐爐腔內(nèi)的真空度≤5×10-3Pa。
[0040]本發(fā)明先利用陰極微弧沉積技術(shù)在鈦鈮纖維表面沉積Al2O3涂層�,而后通過(guò)漿料成型的粉末冶金技術(shù)實(shí)現(xiàn)包含涂層的鈦鈮纖維與鈦鋁基體的冶金結(jié)合。
[0041]通過(guò)鈦鈮纖維表面涂層沉積和復(fù)合材料漿料成型相結(jié)合,最終確定涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備工藝參量如下:陰極微弧沉積過(guò)程的電流密度為5~15A/dm2�,時(shí)間為4min,電解液溫度為25~45℃�����;漿料成型過(guò)程的前期冷壓制備復(fù)合材料預(yù)制體壓力為50MPa��,保壓20min��,后續(xù)真空熱壓的溫度為1050~1150℃���,壓力為35MPa��,保溫保壓30~50min���。
[0042]本發(fā)明通過(guò)電流密度與電解液溫度的控制,實(shí)現(xiàn)了在鈦鈮纖維表面Al2O3陶瓷涂層的直接沉積���,省去了現(xiàn)有技術(shù)中繁瑣的氧化物預(yù)制絕緣層的制備步驟���,明顯簡(jiǎn)化了涂層制備工序,提高了生產(chǎn)效率���。本發(fā)明制備的涂層可以有效阻礙元素?cái)U(kuò)散�����,使得鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的界面反應(yīng)可以被完全抑制���。與此同時(shí)�����,本發(fā)明還通過(guò)合理控制漿料成型工藝參量,保證了鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料制備過(guò)程中的纖維表面脆弱的陶瓷涂層的完整性不被破壞����,且高效地實(shí)現(xiàn)了纖維與基體的冶金結(jié)合。具體過(guò)程包括:鈦鈮纖維表面陰極微弧沉積�,冷壓制備復(fù)合材料預(yù)制體,真空熱壓實(shí)現(xiàn)鈦鈮纖維與鈦鋁基體的冶金結(jié)合���。本發(fā)明適合用于制備涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料����。
[0043]與現(xiàn)有技術(shù)相比��,本發(fā)明取得的有益效果在于:
[0044]1、本發(fā)明直接采用陰極微弧沉積技術(shù)��,通過(guò)合理控制電流密度為5~15A/dm2�,時(shí)間為4min,電解液溫度為25~45℃�,最終在鈦鈮纖維表面成功制備出了均勻的Al2O3涂層。該技術(shù)參量下�,等離子體的脈沖放電穩(wěn)定,電解液電離后足以形成穩(wěn)定的氣膜�,使纖維表面被穩(wěn)定的氣膜均勻包覆,氣膜可以有效起到絕緣作用����,無(wú)需專門進(jìn)行氧化物預(yù)制絕緣層的制備,大大簡(jiǎn)化了纖維表面Al2O3涂層的制備工序���。最終得到的Al2O3涂層的表面孔隙率低于8%����,平均厚度介于5~7μm���。同時(shí)���,Al2O3涂層與鈦鈮纖維結(jié)合緊密�����,無(wú)剝落現(xiàn)象發(fā)生�����。由Al2O3涂層均勻包覆的鈦鈮纖維實(shí)物見說(shuō)明書附圖1����。
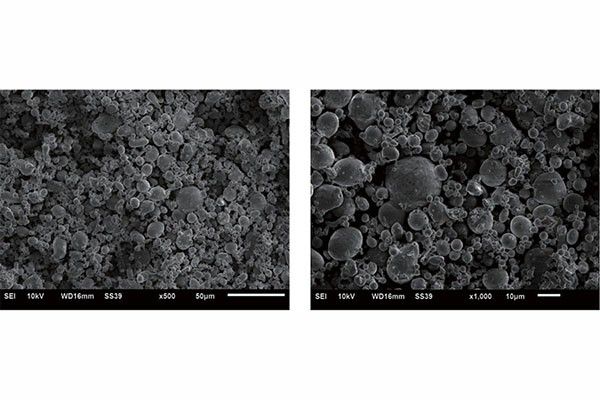
[0045]2���、本發(fā)采用漿料成型工藝,通過(guò)合理控制冷壓處理和后續(xù)真空熱壓參量��,包括冷壓壓力50MPa���,保壓20min�����,真空分級(jí)升溫至1050℃~1150℃��,壓力35MPa����,保溫保壓30~50min,可以保證含有基體粉末的漿料在纖維附近穩(wěn)定固化�����,有效釋放熱應(yīng)力���,降低應(yīng)力集中水平�����,從而保證了纖維表面的Al2O3涂層在漿料成型過(guò)程中的完整度���,避免了Al2O3涂層在漿料成型過(guò)程中的碎裂、分解���。在上述技術(shù)特征下獲得的漿料成型后Al2O3涂層顯微組織見說(shuō)明書附圖2�,Al2O3涂層均勻包覆著鈦鈮纖維�����,與鈦鈮纖維結(jié)合緊密�����,同時(shí)Al2O3涂層與鈦鋁基體間也沒有孔洞、裂紋等缺陷存在�����,涂層自身完整性極佳���。
[0046]3��、本發(fā)明完全實(shí)現(xiàn)了鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料中鈦鈮纖維與鈦鋁基體界面的優(yōu)化��,Al2O3涂層有效阻礙了鈦鈮纖維與鈦鋁基體間的元素?cái)U(kuò)散��,抑制了界面反應(yīng)的發(fā)生����,完全消除了對(duì)力學(xué)性能有害的界面反應(yīng)產(chǎn)物�����。直接在在冷壓壓力50MPa����,保壓20min,真空熱壓的溫度為1050℃�,壓力35MPa,保溫保壓50min技術(shù)特征下獲得的未經(jīng)界面涂層改性的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的界面顯微組織見明書附圖3��,反應(yīng)層平均厚度為22μm�����,且分層現(xiàn)象明顯�����,物相種類豐富����;先經(jīng)過(guò)陰極微弧沉積,電流密度為15A/dm2�����,時(shí)間為4min��,電解液溫度為35℃���,再經(jīng)過(guò)冷壓壓力50MPa����,保壓20min,真空熱壓的溫度為1050℃���,壓力35MPa�,保溫保壓50min得到的改性后復(fù)合材料的界面顯微組織見說(shuō)明書附圖4���,反應(yīng)厚度幾乎為0��,界面分層現(xiàn)象被有效消除�����,不存在界面反應(yīng)產(chǎn)物��。
[0047]4�����、本發(fā)明在涂層改性鈦鈮纖維方面擺脫了傳統(tǒng)的“微弧氧化+陰極微弧”的兩步法限制�����,直接采用陰極微弧沉積一步到位���,所需要的設(shè)備簡(jiǎn)單,成本低廉����。尤其是在纖維表面制備Al2O3涂層更高效�����,實(shí)現(xiàn)了纖維的批量表面處理���,時(shí)間成本大大降低��。
附圖說(shuō)明
[0048]圖1是由Al2O3涂層均勻包覆的鈦鈮纖維實(shí)物圖�����。
[0049]圖2是漿料成型后Al2O3涂層的顯微組織圖��。
[0050]圖3是未經(jīng)涂層改性的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料顯微組織圖�。
[0051]圖4是涂層改性后的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料顯微組織圖��。
[0052]圖5是本發(fā)明的流程圖。
具體實(shí)施方式
[0053]實(shí)施例一
[0054]本實(shí)施例是一種涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法�。
[0055]本實(shí)施例將陰極微弧沉積過(guò)程的電流密度為5A/dm2,電解液溫度設(shè)定為35℃����,真空熱壓的溫度為1150℃,壓力35MPa��,保溫保壓50min�����,獲得了涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料��。其具體過(guò)程包括以下步驟:
[0056]步驟一��,制作坯件:
[0057]取長(zhǎng)度為270cm����、直徑為100μm的鈦鈮纖維,并準(zhǔn)備外邊長(zhǎng)為70mm�����、內(nèi)邊長(zhǎng)為65mm���、厚度為3mm的正方形金屬銅框架��。對(duì)所述鈦鈮纖維和銅框架超聲清洗30min��。所述清洗劑為無(wú)水乙醇�����。將清洗后的鈦鈮纖維和銅框架放入烘箱烘干��;烘干溫度為60℃�����,烘干時(shí)間為10min�����。
[0058]通過(guò)自動(dòng)繞線機(jī)將烘干后的270cm鈦鈮纖維以每匝0.2mm的間隙單向�����、均勻地纏繞在該銅框架上����,使該鈦鈮纖維將該銅框架包裹。將包裹有鈦鈮纖維的銅框架烘干��。得到坯件����。
[0059]步驟二,陰極微弧法制備鈦鈮纖維表面的Al2O3涂層:
[0060]配制用于制備Al2O3涂層所需的電解液���。該電解液為硝酸鋁乙醇溶液��;該電解液中硝酸鋁的溶劑為濃度為0.3mol/L�����,是將分子式為Al(NO3)3·9H2O的九水硝酸鋁與溶劑混合得到��;所述溶劑為無(wú)水乙醇����。
[0061]準(zhǔn)備長(zhǎng)為4mm��、寬2mm���、厚0.5mm且表面光潔的不銹鋼片�����。
[0062]配制的所述電解液時(shí)���,所述九水硝酸鋁與無(wú)水乙醇的配比為125g/L����。用精密天平稱量250gAl(NO3)3·9H2O����,并將其溶解至2L的無(wú)水乙醇中����,用玻璃棒持續(xù)攪拌10min使試劑完全溶解,獲得涂層制備所需的硝酸鋁乙醇溶液�。
[0063]以得到的坯件作為高頻電源的陰極,以所述不銹鋼片作為高頻電源的陽(yáng)極進(jìn)行Al2O3涂層沉積�����。具體過(guò)程如下:
[0064]通過(guò)鹽浴爐調(diào)節(jié)述電解液溫度�,使所述電解液溫度保持在35℃。將所述高頻電源的陰極與高頻電源的陽(yáng)極分別浸沒至恒溫的電解液中�����。啟動(dòng)陰極微弧高頻脈沖電源,繞有鈦鈮纖維的銅框架的通電時(shí)間為4min�,電流密度為5A/dm2,占空比為20%�����。通電結(jié)束后����,將該高頻電源的陰極取下放入烘箱,在60℃下保溫10min�;烘干;在鈦鈮纖維表面制備出Al2O3涂層�����,得到表面包覆有Al2O3涂層的鈦鈮纖維�����。
[0065]步驟三����,制備第一個(gè)預(yù)制體盤:
[0066]將1.5g粉末狀有機(jī)粘結(jié)劑及9g鈦鋁合金粉末以質(zhì)量比為1:6的比例混合,用玻璃棒攪拌3min使之混合均勻,得到10.5g粉末混合物�����。
[0067]所述有機(jī)粘結(jié)劑為聚甲基丙烯酸甲酯粉末����,為臺(tái)灣奇美生產(chǎn)的牌號(hào)為CM-211的高流動(dòng)性PMMA顆粒�,該聚甲基丙烯酸甲酯粉末的粒徑為6μm~10μm��。�;所述鈦鋁合金粉末為歐中科技生產(chǎn)的Ti-48Al-2Nb-2Cr合金粉末���,鈦鋁合金粉末粒徑為50μm~150μm�����。
[0068]向得到的10.5g粉末混合物中加入10ml丙酮��;玻璃棒攪拌3min,獲得鈦鋁合金漿料���。
[0069]利用毛刷將所述鈦鋁合金漿料均勻涂覆在所述坯件上;涂覆厚度為3mm�;在大氣下靜置2h待丙酮完全揮發(fā)��,得到邊長(zhǎng)為65mm�����、厚度為3mm的正方形預(yù)制體板。
[0070]通過(guò)電火花線切割將預(yù)制體板剪裁為直徑65mm的圓盤��,得到第一個(gè)排布著鈦鈮纖維的預(yù)制體盤���。
[0071]步驟四�����,制備其余各預(yù)制體盤
[0072]重復(fù)上述步驟一到步驟三的過(guò)程���,獲得多個(gè)排布著鈦鈮纖維的預(yù)制體盤。
[0073]步驟五��,預(yù)制體盤裝模及冷壓處理。
[0074]預(yù)制體盤裝模所需的石墨模具包括上模��、下模和母模�����;所述上模和下模的結(jié)構(gòu)及尺寸一致��,均為直徑為65mm���、高度為35mm的圓柱體���;所述母模為空心圓柱體,其外徑為85mm��、內(nèi)徑為64.95mm���、高度為50mm�。
[0075]預(yù)制體盤裝模按自下而上的順序進(jìn)行:首先將所述下模作為母模的基底裝入母模型腔內(nèi)�,并使該母模底部與下模底部平齊。將制備的多個(gè)預(yù)制體盤依次層疊裝入母模型腔內(nèi)��。將所述上模嵌入母模型腔����,至此完成各預(yù)制體盤的裝模。在裝模時(shí)�����,各預(yù)制體盤的纖維排布方向一致���。
[0076]將裝模后的石墨模具放置在冷壓爐內(nèi)的平臺(tái)上靜置20min后�����,施加50MPa壓力�,并保壓20min��。保壓結(jié)束后�����,得到內(nèi)部被復(fù)合材料預(yù)制體盤裝填密實(shí)的冷壓模具體����。
[0077]步驟六,制備鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料:
[0078]對(duì)得到的內(nèi)部裝填有復(fù)合材料預(yù)制體盤的石墨模具進(jìn)行真空熱壓����。所述真空熱壓爐的升溫過(guò)程采用三段升溫方式���,具體過(guò)程為:
[0079]第一段升溫:以10℃/min的升溫速率使真空熱壓爐從室溫升溫至500℃;在500℃保溫30min�����。保溫結(jié)束后開始第二段的升溫�����。
[0080]第二段升溫:以10℃/min的升溫速率使真空熱壓爐從500℃升溫至900℃�����;在900℃保溫10min����。保溫結(jié)束后開始第三段的升溫。
[0081]第三段升溫:以5℃/min的升溫速率使真空熱壓爐從900℃升溫至1150℃��;在1150℃保溫5min���。保溫結(jié)束后�����,真空熱壓爐的升溫過(guò)程結(jié)束����。
[0082]當(dāng)所述真空熱壓爐的升溫階段結(jié)束后�����,繼續(xù)在1150℃保溫50min��,同時(shí)通過(guò)液壓機(jī)對(duì)置于所述真空熱壓爐內(nèi)的石墨模具加壓����,所述加壓的壓力為35MPa;在加壓��、保壓過(guò)程中均保持爐溫在1150℃�����。
[0083]當(dāng)保溫保壓結(jié)束后�,以10MPa/min的速率卸載爐內(nèi)壓力至5MPa,隨后預(yù)制體盤隨爐冷卻����;待預(yù)制體盤冷卻至室溫后壓力歸零��。得到由多層預(yù)制體盤燒結(jié)而成的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料����。
[0084]在所述真空熱壓過(guò)程中�����,保持真空熱壓爐爐腔內(nèi)的真空度≤5×10-3Pa��。
[0085]所述復(fù)合材料中鈦鈮纖維與鈦鋁基體的界面通過(guò)Al2O3涂層優(yōu)化��,界面反應(yīng)完全消除�����。
[0086]實(shí)施例二
[0087]本實(shí)施例是一種涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法���。
[0088]本實(shí)施例將陰極微弧沉積過(guò)程的電流密度為10A/dm2�����,電解液溫度設(shè)定為35℃���,真空熱壓的溫度為1100℃����,壓力35MPa�,保溫保壓50min,獲得了涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料����。其具體過(guò)程包括以下步驟:
[0089]步驟一��,制作坯件:
[0090]取長(zhǎng)度為270cm��、直徑為100μm的鈦鈮纖維�����,并準(zhǔn)備外邊長(zhǎng)為70mm���、內(nèi)邊長(zhǎng)為65mm��、厚度為3mm的正方形金屬銅框架����。對(duì)所述鈦鈮纖維和銅框架超聲清洗30min�。所述清洗劑為無(wú)水乙醇�����。將清洗后的鈦鈮纖維和銅框架放入烘箱烘干����;烘干溫度為60℃��,烘干時(shí)間為10min����。
[0091]通過(guò)自動(dòng)繞線機(jī)將烘干后的270cm鈦鈮纖維以每匝0.2mm的間隙單向、均勻地纏繞在該銅框架上����,使該鈦鈮纖維將該銅框架包裹。將包裹有鈦鈮纖維的銅框架烘干��。得到坯件�。
[0092]步驟二,陰極微弧法制備鈦鈮纖維表面的Al2O3涂層:
[0093]配制用于制備Al2O3涂層所需的電解液��。該電解液為硝酸鋁乙醇溶液�����;該電解液中硝酸鋁的溶劑為濃度為0.3mol/L,是將分子式為Al(NO3)3·9H2O的九水硝酸鋁與溶劑混合得到��;所述溶劑為無(wú)水乙醇�。
[0094]準(zhǔn)備長(zhǎng)為4mm、寬2mm���、厚0.5mm且表面光潔的不銹鋼片��。
[0095]配制的所述電解液時(shí)�,所述九水硝酸鋁與無(wú)水乙醇的配比為125g/L�。用精密天平稱量250gAl(NO3)3·9H2O����,并將其溶解至2L的無(wú)水乙醇中,用玻璃棒持續(xù)攪拌10min使試劑完全溶解�����,獲得涂層制備所需的硝酸鋁乙醇溶液���。
[0096]以得到的坯件作為高頻電源的陰極�,以所述不銹鋼片作為高頻電源的陽(yáng)極進(jìn)行Al2O3涂層沉積。具體過(guò)程如下:
[0097]通過(guò)鹽浴爐調(diào)節(jié)述電解液溫度��,使所述電解液溫度保持在35℃���。將所述高頻電源的陰極與高頻電源的陽(yáng)極分別浸沒至恒溫的電解液中�����。啟動(dòng)陰極微弧高頻脈沖電源��,繞有鈦鈮纖維的銅框架的通電時(shí)間為4min����,電流密度為10A/dm2����,占空比為20%。通電結(jié)束后��,將該高頻電源的陰極取下放入烘箱��,在60℃下保溫10min�����;烘干;在鈦鈮纖維表面制備出Al2O3涂層�����,得到表面包覆有Al2O3涂層的鈦鈮纖維�����。
[0098]步驟三����,制備第一個(gè)預(yù)制體盤:
[0099]將1.5g粉末狀有機(jī)粘結(jié)劑及9g鈦鋁合金粉末以質(zhì)量比為1:6的比例混合,用玻璃棒攪拌3min使之混合均勻����,得到10.5g粉末混合物。
[0100]所述有機(jī)粘結(jié)劑為聚甲基丙烯酸甲酯粉末���,為臺(tái)灣奇美生產(chǎn)的牌號(hào)為CM-211的高流動(dòng)性PMMA顆粒,PMMA粉末粒徑為6μm~10μm���;所述鈦鋁合金粉末為歐中科技生產(chǎn)的Ti-48Al-2Nb-2Cr合金粉末��,鈦鋁合金粉末粒徑在50μm~150μm���。
[0101]向得到的10.5g粉末混合物中加入10ml丙酮�;玻璃棒攪拌3min,獲得鈦鋁合金漿料。
[0102]利用毛刷將所述鈦鋁合金漿料均勻涂覆在所述坯件上�;涂覆厚度為3mm;在大氣下靜置2h待丙酮完全揮發(fā)�,得到邊長(zhǎng)為65mm、厚度為3mm的正方形預(yù)制體板���。
[0103]通過(guò)電火花線切割將預(yù)制體板剪裁為直徑65mm的圓盤,得到第一個(gè)排布著鈦鈮纖維的預(yù)制體盤�。
[0104]步驟四,制備其余各預(yù)制體盤
[0105]重復(fù)上述步驟一到步驟三的過(guò)程�,獲得多個(gè)排布著鈦鈮纖維的預(yù)制體盤。
[0106]步驟五����,預(yù)制體盤裝模及冷壓處理。
[0107]預(yù)制體盤裝模所需的石墨模具包括上模���、下模和母模�;所述上模和下模的結(jié)構(gòu)及尺寸一致���,均為直徑為65mm����、高度為35mm的圓柱體;所述母模為空心圓柱體�,其外徑為85mm、內(nèi)徑為64.95mm����、高度50mm。
[0108]預(yù)制體盤裝模按自下而上的順序進(jìn)行:首先將所述下模作為母模的基底裝入母模型腔內(nèi)�����,并使該母模底部與下模底部平齊�����。將制備的多個(gè)預(yù)制體盤依次層疊裝入母模型腔內(nèi)��。將所述上模嵌入母模型腔���,至此完成各預(yù)制體盤的裝模。在裝模時(shí)�����,需要保證各預(yù)制體盤的纖維排布方向一致。
[0109]將裝模后的石墨模具放置在冷壓爐內(nèi)的平臺(tái)上靜置20min后����,施加50MPa壓力,并保壓20min�。保壓結(jié)束后,得到內(nèi)部被復(fù)合材料預(yù)制體盤裝填密實(shí)的冷壓模具體�。
[0110]步驟六,制備鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料:
[0111]對(duì)得到的內(nèi)部裝填有復(fù)合材料預(yù)制體盤的石墨模具進(jìn)行真空熱壓���。所述真空熱壓爐的升溫過(guò)程采用三段升溫方式�,具體過(guò)程為:
[0112]第一段升溫:以10℃/min的升溫速率使真空熱壓爐從室溫升溫至500℃����;在500℃保溫30min。保溫結(jié)束后開始第二段的升溫����。
[0113]第二段升溫:以10℃/min的升溫速率使真空熱壓爐從500℃升溫至900℃;在900℃保溫10min����。保溫結(jié)束后開始第三段的升溫。
[0114]第三段升溫:以5℃/min的升溫速率使真空熱壓爐從900℃升溫至1100℃���;在1100℃保溫5min�。保溫結(jié)束后,真空熱壓爐的升溫過(guò)程結(jié)束����。
[0115]當(dāng)所述真空熱壓爐的升溫階段結(jié)束后,繼續(xù)在1100℃保溫50min����,同時(shí)通過(guò)液壓機(jī)對(duì)置于所述真空熱壓爐內(nèi)的石墨模具加壓,所述加壓的壓力為35MPa����;在加壓、保壓過(guò)程中均保持爐溫在1100℃�。
[0116]當(dāng)保溫保壓結(jié)束后,以10MPa/min的速率卸載爐內(nèi)壓力至5MPa����,隨后預(yù)制體盤隨爐冷卻;待預(yù)制體盤冷卻至室溫后壓力歸零���。得到由多層預(yù)制體盤燒結(jié)而成的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料�。
[0117]在所述真空熱壓過(guò)程中,保持真空熱壓爐爐腔內(nèi)的真空度≤5×10-3Pa����。
[0118]所述復(fù)合材料中鈦鈮纖維與鈦鋁基體的界面通過(guò)Al2O3涂層優(yōu)化����,界面反應(yīng)完全消除。
[0119]實(shí)施例三
[0120]本實(shí)施例是一種涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法��。
[0121]本實(shí)施例將陰極微弧沉積過(guò)程的電流密度為15A/dm2�����,電解液溫度設(shè)定為35℃���,真空熱壓的溫度為1050℃�����,壓力35MPa�����,保溫保壓50min���,獲得了涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料����。其具體過(guò)程包括以下步驟:
[0122]步驟一�����,制作坯件:
[0123]取長(zhǎng)度為270cm�����、直徑為100μm的鈦鈮纖維����,并準(zhǔn)備外邊長(zhǎng)為70mm、內(nèi)邊長(zhǎng)為65mm����、厚度為3mm的正方形金屬銅框架。對(duì)所述鈦鈮纖維和銅框架超聲清洗30min����。所述清洗劑為無(wú)水乙醇。將清洗后的鈦鈮纖維和銅框架放入烘箱烘干�;烘干溫度為60℃,烘干時(shí)間為10min。
[0124]通過(guò)自動(dòng)繞線機(jī)將烘干后的270cm鈦鈮纖維以每匝0.2mm的間隙單向���、均勻地纏繞在該銅框架上����,使該鈦鈮纖維將該銅框架包裹�。將包裹有鈦鈮纖維的銅框架烘干�。得到坯件。
[0125]步驟二�����,陰極微弧法制備鈦鈮纖維表面的Al2O3涂層:
[0126]配制用于制備Al2O3涂層所需的電解液�。該電解液為硝酸鋁乙醇溶液;該電解液中硝酸鋁的溶劑為濃度為0.3mol/L���,是將分子式為Al(NO3)3·9H2O的九水硝酸鋁與溶劑混合得到����;所述溶劑為無(wú)水乙醇����。
[0127]準(zhǔn)備長(zhǎng)為4mm、寬2mm、厚0.5mm且表面光潔的不銹鋼片���。
[0128]配制的所述電解液時(shí)�,所述九水硝酸鋁與無(wú)水乙醇的配比為125g/L���。用精密天平稱量250gAl(NO3)3·9H2O�����,并將其溶解至2L的無(wú)水乙醇中����,用玻璃棒持續(xù)攪拌10min使試劑完全溶解����,獲得涂層制備所需的硝酸鋁乙醇溶液。
[0129]以得到的坯件作為高頻電源的陰極���,以所述不銹鋼片作為高頻電源的陽(yáng)極進(jìn)行Al2O3涂層沉積���。具體過(guò)程如下:
[0130]通過(guò)鹽浴爐調(diào)節(jié)述電解液溫度,使所述電解液溫度保持在35℃�。將所述高頻電源的陰極與高頻電源的陽(yáng)極分別浸沒至恒溫的電解液中���。啟動(dòng)陰極微弧高頻脈沖電源,繞有鈦鈮纖維的銅框架的通電時(shí)間為4min�,電流密度為15A/dm2,占空比為20%�。通電結(jié)束后,將該高頻電源的陰極取下放入烘箱��,在60℃下保溫10min�����;烘干�����;在鈦鈮纖維表面制備出Al2O3涂層�����,得到表面包覆有Al2O3涂層的鈦鈮纖維�����。
[0131]步驟三�����,制備第一個(gè)預(yù)制體盤:
[0132]將1.5g粉末狀有機(jī)粘結(jié)劑及9g鈦鋁合金粉末以質(zhì)量比為1:6的比例混合���,用玻璃棒攪拌3min使之混合均勻��,得到10.5g粉末混合物�。
[0133]所述有機(jī)粘結(jié)劑為聚甲基丙烯酸甲酯粉末�����,為臺(tái)灣奇美生產(chǎn)的牌號(hào)為CM-211的高流動(dòng)性PMMA顆粒�,PMMA粉末粒徑為6μm~10μm;所述鈦鋁合金粉末為歐中科技生產(chǎn)的Ti-48Al-2Nb-2Cr合金粉末��,鈦鋁合金粉末粒徑在50μm~150μm���。
[0134]向得到的10.5g粉末混合物中加入10ml丙酮�����;玻璃棒攪拌3min�����,獲得鈦鋁合金漿料��。
[0135]利用毛刷將所述鈦鋁合金漿料均勻涂覆在所述坯件上��;涂覆厚度為3mm���;在大氣下靜置2h待丙酮完全揮發(fā)���,得到邊長(zhǎng)為65mm、厚度為3mm的正方形預(yù)制體板���。
[0136]通過(guò)電火花線切割將預(yù)制體板剪裁為直徑65mm的圓盤,得到第一個(gè)排布著鈦鈮纖維的預(yù)制體盤��。
[0137]步驟四��,制備其余各預(yù)制體盤
[0138]重復(fù)上述步驟一到步驟三的過(guò)程����,獲得多個(gè)排布著鈦鈮纖維的預(yù)制體盤。
[0139]步驟五�����,預(yù)制體盤裝模及冷壓處理。
[0140]預(yù)制體盤裝模所需的石墨模具包括上模��、下模和母模�����;所述上模和下模的結(jié)構(gòu)及尺寸一致����,均為直徑為65mm、高度為35mm的圓柱體���;所述母模為空心圓柱體����,其外徑為85mm�����、內(nèi)徑為64.95mm�、高度50mm。
[0141]預(yù)制體盤裝模按自下而上的順序進(jìn)行:首先將所述下模作為母模的基底裝入母模型腔內(nèi)����,并使該母模底部與下模底部平齊�����。將制備的多個(gè)預(yù)制體盤依次層疊裝入母模型腔內(nèi)�����。將所述上模嵌入母模型腔�����,至此完成各預(yù)制體盤的裝模����。在裝模時(shí)�����,需要保證各預(yù)制體盤的纖維排布方向一致�����。
[0142]將裝模后的石墨模具放置在冷壓爐內(nèi)的平臺(tái)上靜置20min后�,施加50MPa壓力��,并保壓20min。保壓結(jié)束后�����,得到內(nèi)部被復(fù)合材料預(yù)制體盤裝填密實(shí)的冷壓模具體��。
[0143]步驟六���,制備鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料:
[0144]對(duì)得到的內(nèi)部裝填有復(fù)合材料預(yù)制體盤的石墨模具進(jìn)行真空熱壓�����。所述真空熱壓爐的升溫過(guò)程采用三段升溫方式�����,具體過(guò)程為:
[0145]第一段升溫:以10℃/min的升溫速率使真空熱壓爐從室溫升溫至500℃��;在500℃保溫30min�����。保溫結(jié)束后開始第二段的升溫���。
[0146]第二段升溫:以10℃/min的升溫速率使真空熱壓爐從500℃升溫至900℃���;在900℃保溫10min。保溫結(jié)束后開始第三段的升溫����。
[0147]第三段升溫:以5℃/min的升溫速率使真空熱壓爐從900℃升溫至1050℃;在1050℃保溫5min�。保溫結(jié)束后,真空熱壓爐的升溫過(guò)程結(jié)束�����。
[0148]當(dāng)所述真空熱壓爐的升溫階段結(jié)束后�����,繼續(xù)在1050℃保溫50min����,同時(shí)通過(guò)液壓機(jī)對(duì)置于所述真空熱壓爐內(nèi)的石墨模具加壓,所述加壓的壓力為35MPa�;在加壓����、保壓過(guò)程中均保持爐溫在1050℃�。
[0149]當(dāng)保溫保壓結(jié)束后��,以10MPa/min的速率卸載爐內(nèi)壓力至5MPa��,隨后預(yù)制體盤隨爐冷卻�����;待預(yù)制體盤冷卻至室溫后壓力歸零��。得到由多層預(yù)制體盤燒結(jié)而成的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料���。
[0150]在所述真空熱壓過(guò)程中��,保持真空熱壓爐爐腔內(nèi)的真空度≤5×10-3Pa���。
[0151]所述復(fù)合材料中鈦鈮纖維與鈦鋁基體的界面通過(guò)Al2O3涂層優(yōu)化,界面反應(yīng)完全消除�����。
[0152]實(shí)施例四
[0153]本實(shí)施例是一種涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法���。
[0154]本實(shí)施例將陰極微弧沉積過(guò)程的電流密度為10A/dm2���,電解液溫度設(shè)定為25℃��,真空熱壓的溫度為1100℃��,壓力35MPa��,保溫保壓40min��,獲得了涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料��。其具體過(guò)程包括以下步驟:
[0155]步驟一��,制作坯件:
[0156]取長(zhǎng)度為270cm�����、直徑為100μm的鈦鈮纖維���,并準(zhǔn)備外邊長(zhǎng)為70mm、內(nèi)邊長(zhǎng)為65mm��、厚度為3mm的正方形金屬銅框架�����。對(duì)所述鈦鈮纖維和銅框架超聲清洗30min�����。所述清洗劑為無(wú)水乙醇�。將清洗后的鈦鈮纖維和銅框架放入烘箱烘干;烘干溫度為60℃����,烘干時(shí)間為10min。
[0157]通過(guò)自動(dòng)繞線機(jī)將烘干后的270cm鈦鈮纖維以每匝0.2mm的間隙單向���、均勻地纏繞在該銅框架上���,使該鈦鈮纖維將該銅框架包裹。將包裹有鈦鈮纖維的銅框架烘干����。得到坯件。
[0158]步驟二����,陰極微弧法制備鈦鈮纖維表面的Al2O3涂層:
[0159]配制用于制備Al2O3涂層所需的電解液�����。該電解液為硝酸鋁乙醇溶液��;該電解液中硝酸鋁的溶劑為濃度為0.3mol/L���,是將分子式為Al(NO3)3·9H2O的九水硝酸鋁與溶劑混合得到;所述溶劑為無(wú)水乙醇����。
[0160]準(zhǔn)備長(zhǎng)為4mm、寬2mm��、厚0.5mm且表面光潔的不銹鋼片�����。
[0161]配制的所述電解液時(shí)�����,所述九水硝酸鋁與無(wú)水乙醇的配比為125g/L�。用精密天平稱量250gAl(NO3)3·9H2O,并將其溶解至2L的無(wú)水乙醇中���,用玻璃棒持續(xù)攪拌10min使試劑完全溶解��,獲得涂層制備所需的硝酸鋁乙醇溶液�����。
[0162]以得到的坯件作為高頻電源的陰極���,以所述不銹鋼片作為高頻電源的陽(yáng)極進(jìn)行Al2O3涂層沉積。具體過(guò)程如下:
[0163]通過(guò)鹽浴爐調(diào)節(jié)述電解液溫度��,使所述電解液溫度保持在25℃��。將所述高頻電源的陰極與高頻電源的陽(yáng)極分別浸沒至恒溫的電解液中���。啟動(dòng)陰極微弧高頻脈沖電源�����,繞有鈦鈮纖維的銅框架的通電時(shí)間為4min���,電流密度為10A/dm2,占空比為20%���。通電結(jié)束后��,將該高頻電源的陰極取下放入烘箱���,在60℃下保溫10min���;烘干;在鈦鈮纖維表面制備出Al2O3涂層��,得到表面包覆有Al2O3涂層的鈦鈮纖維��。
[0164]步驟三�����,制備第一個(gè)預(yù)制體盤:
[0165]將1.5g粉末狀有機(jī)粘結(jié)劑及9g鈦鋁合金粉末以質(zhì)量比為1:6的比例混合��,用玻璃棒攪拌3min使之混合均勻�����,得到10.5g粉末混合物���。
[0166]所述有機(jī)粘結(jié)劑為聚甲基丙烯酸甲酯粉末��,為臺(tái)灣奇美生產(chǎn)的牌號(hào)為CM-211的高流動(dòng)性PMMA顆粒��,PMMA粉末粒徑為6μm~10μm���;所述鈦鋁合金粉末為歐中科技生產(chǎn)的Ti-48Al-2Nb-2Cr合金粉末���,鈦鋁合金粉末粒徑在50μm~150μm。
[0167]向得到的10.5g粉末混合物中加入10ml丙酮�����;玻璃棒攪拌3min�����,獲得鈦鋁合金漿料���。
[0168]利用毛刷將所述鈦鋁合金漿料均勻涂覆在所述坯件上;涂覆厚度為3mm��;在大氣下靜置2h待丙酮完全揮發(fā)�����,得到邊長(zhǎng)為65mm、厚度為3mm的正方形預(yù)制體板�����。
[0169]通過(guò)電火花線切割將預(yù)制體板剪裁為直徑65mm的圓盤���,得到第一個(gè)排布著鈦鈮纖維的預(yù)制體盤。
[0170]步驟四��,制備其余各預(yù)制體盤
[0171]重復(fù)上述步驟一到步驟三的過(guò)程�����,獲得多個(gè)排布著鈦鈮纖維的預(yù)制體盤���。
[0172]步驟五,預(yù)制體盤裝模及冷壓處理�����。
[0173]預(yù)制體盤裝模所需的石墨模具包括上模��、下模和母模���;所述上模和下模的結(jié)構(gòu)及尺寸一致�����,均為直徑為65mm�����、高度為35mm的圓柱體��;所述母模為空心圓柱體��,其外徑為85mm�����、內(nèi)徑為64.95mm��、高度50mm�����。
[0174]預(yù)制體盤裝模按自下而上的順序進(jìn)行:首先將所述下模作為母模的基底裝入母模型腔內(nèi)���,并使該母模底部與下模底部平齊��。將制備的多個(gè)預(yù)制體盤依次層疊裝入母模型腔內(nèi)���。將所述上模嵌入母模型腔���,至此完成各預(yù)制體盤的裝模。在裝模時(shí)���,需要保證各預(yù)制體盤的纖維排布方向一致��。
[0175]將裝模后的石墨模具放置在冷壓爐內(nèi)的平臺(tái)上靜置20min后��,施加50MPa壓力��,并保壓20min�����。保壓結(jié)束后�����,得到內(nèi)部被復(fù)合材料預(yù)制體盤裝填密實(shí)的冷壓模具體。
[0176]步驟六���,制備鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料:
[0177]對(duì)得到的內(nèi)部裝填有復(fù)合材料預(yù)制體盤的石墨模具進(jìn)行真空熱壓���。所述真空熱壓爐的升溫過(guò)程采用三段升溫方式�����,具體過(guò)程為:
[0178]第一段升溫:以10℃/min的升溫速率使真空熱壓爐從室溫升溫至500℃�����;在500℃保溫30min�����。保溫結(jié)束后開始第二段的升溫��。
[0179]第二段升溫:以10℃/min的升溫速率使真空熱壓爐從500℃升溫至900℃�����;在900℃保溫10min���。保溫結(jié)束后開始第三段的升溫。
[0180]第三段升溫:以5℃/min的升溫速率使真空熱壓爐從900℃升溫至1100℃���;在1100℃保溫5min��。保溫結(jié)束后���,真空熱壓爐的升溫過(guò)程結(jié)束��。
[0181]當(dāng)所述真空熱壓爐的升溫階段結(jié)束后��,繼續(xù)在1100℃保溫40min���,同時(shí)通過(guò)液壓機(jī)對(duì)置于所述真空熱壓爐內(nèi)的石墨模具加壓,所述加壓的壓力為35MPa���;在加壓��、保壓過(guò)程中均保持爐溫在1100℃���。
[0182]當(dāng)保溫保壓結(jié)束后,以10MPa/min的速率卸載爐內(nèi)壓力至5MPa���,隨后預(yù)制體盤隨爐冷卻��;待預(yù)制體盤冷卻至室溫后壓力歸零�����。得到由多層預(yù)制體盤燒結(jié)而成的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料���。
[0183]在所述真空熱壓過(guò)程中,保持真空熱壓爐爐腔內(nèi)的真空度≤5×10-3Pa��。
[0184]所述復(fù)合材料中鈦鈮纖維與鈦鋁基體的界面通過(guò)Al2O3涂層優(yōu)化�����,界面反應(yīng)完全消除�����。
[0185]實(shí)施例五
[0186]本實(shí)施例是一種涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法��。
[0187]本實(shí)施例將陰極微弧沉積過(guò)程的電流密度為10A/dm2�����,電解液溫度設(shè)定為45℃���,真空熱壓的溫度為1100℃�����,壓力35MPa�����,保溫保壓30min���,獲得了涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料���。其具體過(guò)程包括以下步驟:
[0188]步驟一,制作坯件:
[0189]取長(zhǎng)度為270cm�����、直徑為100μm的鈦鈮纖維��,并準(zhǔn)備外邊長(zhǎng)為70mm�����、內(nèi)邊長(zhǎng)為65mm���、厚度為3mm的正方形金屬銅框架���。對(duì)所述鈦鈮纖維和銅框架超聲清洗30min�����。所述清洗劑為無(wú)水乙醇。將清洗后的鈦鈮纖維和銅框架放入烘箱烘干��;烘干溫度為60℃��,烘干時(shí)間為10min��。
[0190]通過(guò)自動(dòng)繞線機(jī)將烘干后的270cm鈦鈮纖維以每匝0.2mm的間隙單向��、均勻地纏繞在該銅框架上���,使該鈦鈮纖維將該銅框架包裹���。將包裹有鈦鈮纖維的銅框架烘干。得到坯件��。
[0191]步驟二��,陰極微弧法制備鈦鈮纖維表面的Al2O3涂層:
[0192]配制用于制備Al2O3涂層所需的電解液。該電解液為硝酸鋁乙醇溶液���;該電解液中硝酸鋁的溶劑為濃度為0.3mol/L�����,是將分子式為Al(NO3)3·9H2O的九水硝酸鋁與溶劑混合得到�����;所述溶劑為無(wú)水乙醇��。
[0193]準(zhǔn)備長(zhǎng)為4mm��、寬2mm��、厚0.5mm且表面光潔的不銹鋼片�����。
[0194]配制的所述電解液時(shí)��,所述九水硝酸鋁與無(wú)水乙醇的配比為125g/L�����。用精密天平稱量250gAl(NO3)3·9H2O��,并將其溶解至2L的無(wú)水乙醇中���,用玻璃棒持續(xù)攪拌10min使試劑完全溶解��,獲得涂層制備所需的硝酸鋁乙醇溶液���。
[0195]以得到的坯件作為高頻電源的陰極���,以所述不銹鋼片作為高頻電源的陽(yáng)極進(jìn)行Al2O3涂層沉積�����。具體過(guò)程如下:
[0196]通過(guò)鹽浴爐調(diào)節(jié)述電解液溫度���,使所述電解液溫度保持在45℃。將所述高頻電源的陰極與高頻電源的陽(yáng)極分別浸沒至恒溫的電解液中��。啟動(dòng)陰極微弧高頻脈沖電源�����,繞有鈦鈮纖維的銅框架的通電時(shí)間為4min,電流密度為10A/dm2���,占空比為20%��。通電結(jié)束后�����,將該高頻電源的陰極取下放入烘箱�����,在60℃下保溫10min��;烘干���;在鈦鈮纖維表面制備出Al2O3涂層,得到表面包覆有Al2O3涂層的鈦鈮纖維�����。
[0197]步驟三���,制備第一個(gè)預(yù)制體盤:
[0198]將1.5g粉末狀有機(jī)粘結(jié)劑及9g鈦鋁合金粉末以質(zhì)量比為1:6的比例混合�����,用玻璃棒攪拌3min使之混合均勻�����,得到10.5g粉末混合物���。
[0199]所述有機(jī)粘結(jié)劑為聚甲基丙烯酸甲酯粉末��,為臺(tái)灣奇美生產(chǎn)的牌號(hào)為CM-211的高流動(dòng)性PMMA顆粒���,PMMA粉末粒徑為6μm~10μm��;所述鈦鋁合金粉末為歐中科技生產(chǎn)的Ti-48Al-2Nb-2Cr合金粉末�����,鈦鋁合金粉末粒徑在50μm~150μm���。
[0200]向得到的10.5g粉末混合物中加入10ml丙酮��;玻璃棒攪拌3min��,獲得鈦鋁合金漿料��。
[0201]利用毛刷將所述鈦鋁合金漿料均勻涂覆在所述坯件上�����;涂覆厚度為3mm�����;在大氣下靜置2h待丙酮完全揮發(fā)�����,得到邊長(zhǎng)為65mm���、厚度為3mm的正方形預(yù)制體板�����。
[0202]通過(guò)電火花線切割將預(yù)制體板剪裁為直徑65mm的圓盤�����,得到第一個(gè)排布著鈦鈮纖維的預(yù)制體盤��。
[0203]步驟四�����,制備其余各預(yù)制體盤
[0204]重復(fù)上述步驟一到步驟三的過(guò)程�����,獲得多個(gè)排布著鈦鈮纖維的預(yù)制體盤���。
[0205]步驟五���,預(yù)制體盤裝模及冷壓處理。
[0206]預(yù)制體盤裝模所需的石墨模具包括上模��、下模和母模�����;所述上模和下模的結(jié)構(gòu)及尺寸一致��,均為直徑為65mm��、高度為35mm的圓柱體��;所述母模為空心圓柱體��,其外徑為85mm��、內(nèi)徑為64.95mm���、高度50mm��。
[0207]預(yù)制體盤裝模按自下而上的順序進(jìn)行:首先將所述下模作為母模的基底裝入母模型腔內(nèi)��,并使該母模底部與下模底部平齊�����。將制備的多個(gè)預(yù)制體盤依次層疊裝入母模型腔內(nèi)���。將所述上模嵌入母模型腔,至此完成各預(yù)制體盤的裝模��。在裝模時(shí)�����,需要保證各預(yù)制體盤的纖維排布方向一致���。
[0208]將裝模后的石墨模具放置在冷壓爐內(nèi)的平臺(tái)上靜置20min后�����,施加50MPa壓力���,并保壓20min��。保壓結(jié)束后���,得到內(nèi)部被復(fù)合材料預(yù)制體盤裝填密實(shí)的冷壓模具體。
[0209]步驟六�����,制備鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料:
[0210]對(duì)得到的內(nèi)部裝填有復(fù)合材料預(yù)制體盤的石墨模具進(jìn)行真空熱壓���。所述真空熱壓爐的升溫過(guò)程采用三段升溫方式�����,具體過(guò)程為:
[0211]第一段升溫:以10℃/min的升溫速率使真空熱壓爐從室溫升溫至500℃;在500℃保溫30min��。保溫結(jié)束后開始第二段的升溫。
[0212]第二段升溫:以10℃/min的升溫速率使真空熱壓爐從500℃升溫至900℃��;在900℃保溫10min��。保溫結(jié)束后開始第三段的升溫��。
[0213]第三段升溫:以5℃/min的升溫速率使真空熱壓爐從900℃升溫至1100℃��;在1100℃保溫5min��。保溫結(jié)束后�����,真空熱壓爐的升溫過(guò)程結(jié)束��。
[0214]當(dāng)所述真空熱壓爐的升溫階段結(jié)束后���,繼續(xù)在1100℃保溫30min�����,同時(shí)通過(guò)液壓機(jī)對(duì)置于所述真空熱壓爐內(nèi)的石墨模具加壓�����,所述加壓的壓力為35MPa���;在加壓�����、保壓過(guò)程中均保持爐溫在1100℃�����。
[0215]當(dāng)保溫保壓結(jié)束后�����,以10MPa/min的速率卸載爐內(nèi)壓力至5MPa���,隨后預(yù)制體盤隨爐冷卻;待預(yù)制體盤冷卻至室溫后壓力歸零�����。得到由多層預(yù)制體盤燒結(jié)而成的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料��。
[0216]在所述真空熱壓過(guò)程中,保持真空熱壓爐爐腔內(nèi)的真空度≤5×10-3Pa�����。
[0217]所述復(fù)合材料中鈦鈮纖維與鈦鋁基體的界面通過(guò)Al2O3涂層優(yōu)化���,界面反應(yīng)完全消除。
[0218]實(shí)施例六
[0219]本實(shí)施例是一種涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法�����。
[0220]本實(shí)施例將陰極微弧沉積過(guò)程的電流密度為5A/dm2���,電解液溫度設(shè)定為45℃��,真空熱壓的溫度為1050℃���,壓力35MPa,保溫保壓40min���,獲得了涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料�����。其具體過(guò)程包括以下步驟:
[0221]步驟一�����,制作坯件:
[0222]取長(zhǎng)度為270cm�����、直徑為100μm的鈦鈮纖維���,并準(zhǔn)備外邊長(zhǎng)為70mm�����、內(nèi)邊長(zhǎng)為65mm��、厚度為3mm的正方形金屬銅框架�����。對(duì)所述鈦鈮纖維和銅框架超聲清洗30min�����。所述清洗劑為無(wú)水乙醇��。將清洗后的鈦鈮纖維和銅框架放入烘箱烘干��;烘干溫度為60℃�����,烘干時(shí)間為10min��。
[0223]通過(guò)自動(dòng)繞線機(jī)將烘干后的270cm鈦鈮纖維以每匝0.2mm的間隙單向��、均勻地纏繞在該銅框架上���,使該鈦鈮纖維將該銅框架包裹。將包裹有鈦鈮纖維的銅框架烘干��。得到坯件�����。
[0224]步驟二��,陰極微弧法制備鈦鈮纖維表面的Al2O3涂層:
[0225]配制用于制備Al2O3涂層所需的電解液。該電解液為硝酸鋁乙醇溶液���;該電解液中硝酸鋁的溶劑為濃度為0.3mol/L��,是將分子式為Al(NO3)3·9H2O的九水硝酸鋁與溶劑混合得到�����;所述溶劑為無(wú)水乙醇���。
[0226]準(zhǔn)備長(zhǎng)為4mm、寬2mm���、厚0.5mm且表面光潔的不銹鋼片��。
[0227]配制的所述電解液時(shí)��,所述九水硝酸鋁與無(wú)水乙醇的配比為125g/L��。用精密天平稱量250gAl(NO3)3·9H2O��,并將其溶解至2L的無(wú)水乙醇中��,用玻璃棒持續(xù)攪拌10min使試劑完全溶解��,獲得涂層制備所需的硝酸鋁乙醇溶液��。
[0228]以得到的坯件作為高頻電源的陰極��,以所述不銹鋼片作為高頻電源的陽(yáng)極進(jìn)行Al2O3涂層沉積�����。具體過(guò)程如下:
[0229]通過(guò)鹽浴爐調(diào)節(jié)述電解液溫度���,使所述電解液溫度保持在45℃��。將所述高頻電源的陰極與高頻電源的陽(yáng)極分別浸沒至恒溫的電解液中。啟動(dòng)陰極微弧高頻脈沖電源���,繞有鈦鈮纖維的銅框架的通電時(shí)間為4min���,電流密度為5A/dm2,占空比為20%�����。通電結(jié)束后�����,將該高頻電源的陰極取下放入烘箱��,在60℃下保溫10min;烘干�����;在鈦鈮纖維表面制備出Al2O3涂層��,得到表面包覆有Al2O3涂層的鈦鈮纖維���。
[0230]步驟三��,制備第一個(gè)預(yù)制體盤:
[0231]將1.5g粉末狀有機(jī)粘結(jié)劑及9g鈦鋁合金粉末以質(zhì)量比為1:6的比例混合��,用玻璃棒攪拌3min使之混合均勻�����,得到10.5g粉末混合物��。
[0232]所述有機(jī)粘結(jié)劑為聚甲基丙烯酸甲酯粉末�����,為臺(tái)灣奇美生產(chǎn)的牌號(hào)為CM-211的高流動(dòng)性PMMA顆粒��,PMMA粉末粒徑為6μm~10μm���;所述鈦鋁合金粉末為歐中科技生產(chǎn)的Ti-48Al-2Nb-2Cr合金粉末��,鈦鋁合金粉末粒徑在50μm~150μm���。
[0233]向得到的10.5g粉末混合物中加入10ml丙酮;玻璃棒攪拌3min�����,獲得鈦鋁合金漿料�����。
[0234]利用毛刷將所述鈦鋁合金漿料均勻涂覆在所述坯件上���;涂覆厚度為3mm;在大氣下靜置2h待丙酮完全揮發(fā)�����,得到邊長(zhǎng)為65mm�����、厚度為3mm的正方形預(yù)制體板。
[0235]通過(guò)電火花線切割將預(yù)制體板剪裁為直徑65mm的圓盤��,得到第一個(gè)排布著鈦鈮纖維的預(yù)制體盤�����。
[0236]步驟四�����,制備其余各預(yù)制體盤
[0237]重復(fù)上述步驟一到步驟三的過(guò)程��,獲得多個(gè)排布著鈦鈮纖維的預(yù)制體盤���。
[0238]步驟五���,預(yù)制體盤裝模及冷壓處理。
[0239]預(yù)制體盤裝模所需的石墨模具包括上模��、下模和母模��;所述上模和下模的結(jié)構(gòu)及尺寸一致�����,均為直徑為65mm、高度為35mm的圓柱體�����;所述母模為空心圓柱體�����,其外徑為85mm��、內(nèi)徑為64.95mm���、高度50mm���。
[0240]預(yù)制體盤裝模按自下而上的順序進(jìn)行:首先將所述下模作為母模的基底裝入母模型腔內(nèi),并使該母模底部與下模底部平齊��。將制備的多個(gè)預(yù)制體盤依次層疊裝入母模型腔內(nèi)��。將所述上模嵌入母模型腔���,至此完成各預(yù)制體盤的裝模。在裝模時(shí),需要保證各預(yù)制體盤的纖維排布方向平行��。
[0241]將裝模后的石墨模具放置在冷壓爐內(nèi)的平臺(tái)上靜置20min后���,施加50MPa壓力���,并保壓20min。保壓結(jié)束后�����,得到內(nèi)部被復(fù)合材料預(yù)制體盤裝填密實(shí)的冷壓模具體��。
[0242]步驟六�����,制備鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料:
[0243]對(duì)得到的內(nèi)部裝填有復(fù)合材料預(yù)制體盤的石墨模具進(jìn)行真空熱壓��。所述真空熱壓爐的升溫過(guò)程采用三段升溫方式���,具體過(guò)程為:
[0244]第一段升溫:以10℃/min的升溫速率使真空熱壓爐從室溫升溫至500℃��;在500℃保溫30min�����。保溫結(jié)束后開始第二段的升溫���。
[0245]第二段升溫:以10℃/min的升溫速率使真空熱壓爐從500℃升溫至900℃�����;在900℃保溫10min��。保溫結(jié)束后開始第三段的升溫��。
[0246]第三段升溫:以5℃/min的升溫速率使真空熱壓爐從900℃升溫至1050℃��;在1050℃保溫5min���。保溫結(jié)束后,真空熱壓爐的升溫過(guò)程結(jié)束��。
[0247]當(dāng)所述真空熱壓爐的升溫階段結(jié)束后�����,繼續(xù)在1050℃保溫40min��,同時(shí)通過(guò)液壓機(jī)對(duì)置于所述真空熱壓爐內(nèi)的石墨模具加壓��,所述加壓的壓力為35MPa�����;在加壓��、保壓過(guò)程中均保持爐溫在1050℃�����。
[0248]當(dāng)保溫保壓結(jié)束后��,以10MPa/min的速率卸載爐內(nèi)壓力至5MPa�����,隨后預(yù)制體盤隨爐冷卻���;待預(yù)制體盤冷卻至室溫后壓力歸零�����。得到由多層預(yù)制體盤燒結(jié)而成的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料���。
[0249]在所述真空熱壓過(guò)程中���,保持真空熱壓爐爐腔內(nèi)的真空度≤5×10-3Pa。
[0250]所述復(fù)合材料中鈦鈮纖維與鈦鋁基體的界面通過(guò)Al2O3涂層優(yōu)化���,界面反應(yīng)完全消除���。
[0251]根據(jù)各所述實(shí)施例結(jié)果可以總結(jié)出,獲得涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的工藝為:陰極微弧沉積過(guò)程的電流密度為5~15A/dm2��,時(shí)間為4min��,電解液溫度為25~45℃���,冷壓處理過(guò)程的壓力為50MPa�����,保壓20min��,真空熱壓的溫度為1050~1150℃���,壓力為35MPa���,保溫保壓30~50min���。按以上工藝所制備的鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料中的界面反應(yīng)可以被有效抑制�����,且Al2O3涂層的完整度極佳���。
全文PDF
涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法.pdf
聲明:
“涂層改性鈦鈮纖維增強(qiáng)鈦鋁基復(fù)合材料的制備方法” 該技術(shù)專利(論文)所有權(quán)利歸屬于技術(shù)(論文)所有人。僅供學(xué)習(xí)研究��,如用于商業(yè)用途���,請(qǐng)聯(lián)系該技術(shù)所有人��。
我是此專利(論文)的發(fā)明人(作者)
 1421
編輯:中冶有色技術(shù)網(wǎng)
來(lái)源:西北工業(yè)大學(xué)
1421
編輯:中冶有色技術(shù)網(wǎng)
來(lái)源:西北工業(yè)大學(xué)
 分享 0
分享 0
 舉報(bào) 0
舉報(bào) 0
 收藏 0
收藏 0
 反對(duì) 0
反對(duì) 0
 點(diǎn)贊 0
點(diǎn)贊 0

 中冶有色技術(shù)平臺(tái)
中冶有色技術(shù)平臺(tái)合材料制備/加工第八屆學(xué)術(shù)會(huì)議")

 2024年12月27日 ~ 29日
2024年12月27日 ~ 29日 三稀礦產(chǎn)資源技術(shù)交流會(huì)")
碳纖維與復(fù)合材料應(yīng)用技術(shù)創(chuàng)新論壇")
微細(xì)粒礦物選礦技術(shù)大會(huì)")
資源科技創(chuàng)新發(fā)展論壇")

 京公網(wǎng)安備 11010702002294號(hào)
京公網(wǎng)安備 11010702002294號(hào)