全部
▼
搜索
熱搜:
位置:中冶有色 >
> 焊后熱處理對(duì)7055-0.1Sc鋁合金攪拌摩擦焊接頭的組織與力學(xué)性能的影響
 950
編輯:中冶有色技術(shù)網(wǎng)
來源:馬俊雅,張振,李靜靜,王貝貝,王英君,薛鵬,劉峰超,倪丁瑞,肖伯律,馬宗義
950
編輯:中冶有色技術(shù)網(wǎng)
來源:馬俊雅,張振,李靜靜,王貝貝,王英君,薛鵬,劉峰超,倪丁瑞,肖伯律,馬宗義
| Zn | Mg | Cu | Sc | Zr | Si | Fe | Mn | Al |
|---|---|---|---|---|---|---|---|---|
| 7.6~8.4 | 1.8~2.3 | 2.0~2.6 | 0.1 | 0.08~0.25 | ≤0.1 | ≤0.15 | ≤0.05 | Bal. |
| Yield Strength / MPa | Tensile Strength / MPa |
Elongation / % |
|---|---|---|
| 595±28 | 635±36 | 9±5 |





| Number | Sample | Tensile Strength / MPa | Elongation / % | Strength coefficient / % |
|---|---|---|---|---|
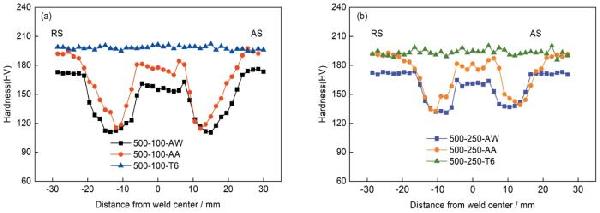
| 1 | 500-100-AW | 399.9±1.4 | 8.9±0.5 | 63.0% |
| 2 | 500-250-AW | 468.5±7.8 | 6.3±0.5 | 73.8% |
| 3 | 500-100-AA | 415.8±2.1 | 4.3±0.4 | 65.5% |
| 4 | 500-250-AA | 477.6±3.5 | 3.8±0.4 | 75.2% |
| 5 | 500-100-T6 | 556.5±1.5 | Brittle fracture | 87.6% |
| 6 | 500-250-T6 | 555.0±2.0 | Brittle fracture | 87.4% |



 分享 0
分享 0
 舉報(bào) 0
舉報(bào) 0
 收藏 0
收藏 0
 反對(duì) 0
反對(duì) 0
 點(diǎn)贊 0
點(diǎn)贊 0

 中冶有色技術(shù)平臺(tái)
中冶有色技術(shù)平臺(tái)合材料制備/加工第八屆學(xué)術(shù)會(huì)議")

 2024年12月27日 ~ 29日
2024年12月27日 ~ 29日 三稀礦產(chǎn)資源技術(shù)交流會(huì)") 2025年01月03日 ~ 05日
2025年01月03日 ~ 05日 碳纖維與復(fù)合材料應(yīng)用技術(shù)創(chuàng)新論壇") 2025年01月03日 ~ 05日
2025年01月03日 ~ 05日 微細(xì)粒礦物選礦技術(shù)大會(huì)") 2025年03月25日 ~ 27日
2025年03月25日 ~ 27日 資源科技創(chuàng)新發(fā)展論壇") 2025年04月27日 ~ 29日
2025年04月27日 ~ 29日 
 京公網(wǎng)安備 11010702002294號(hào)
京公網(wǎng)安備 11010702002294號(hào)