全部
▼
搜索
熱搜:
位置:中冶有色 >
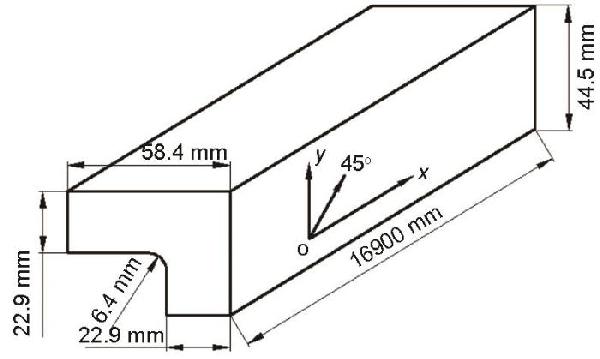
> 鑄態(tài)退火2024合金在不同溫度下的變形行為
 1204
編輯:中冶有色技術(shù)網(wǎng)
來源:楊兵,劉春忠,高恩志,孫巍,劉停,張洪寧,朱明偉,盧天倪
1204
編輯:中冶有色技術(shù)網(wǎng)
來源:楊兵,劉春忠,高恩志,孫巍,劉停,張洪寧,朱明偉,盧天倪



| Strain rate/s-1 | Peak stress/MPa | |||
|---|---|---|---|---|
| 573 K | 623 K | 673 K | 723 K | |
| 0.01 | 94.14 | 72.13 | 50.16 | 37.81 |
| 0.1 | 137.58 | 100.56 | 78.32 | 60.19 |
| 1 | 158.97 | 119.45 | 100.57 | 80.98 |
| 10 | 172.57 | 136.4 | 117.71 | 84.33 |





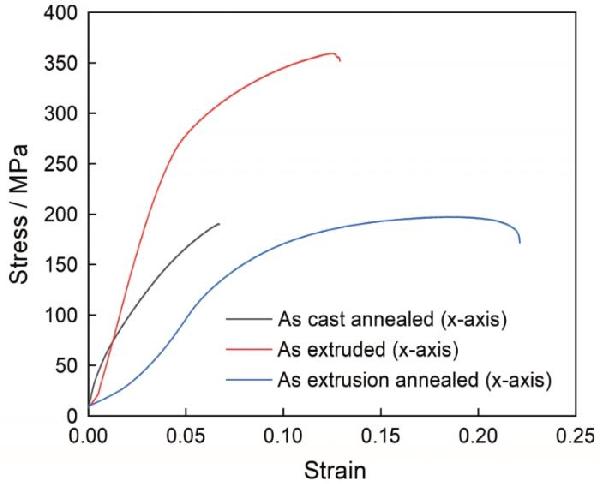
| State | σb / MPa | δ / % |
|---|---|---|
| As cast annealed(x-axis) | 193.62±9.3 | 1.78±0.34 |
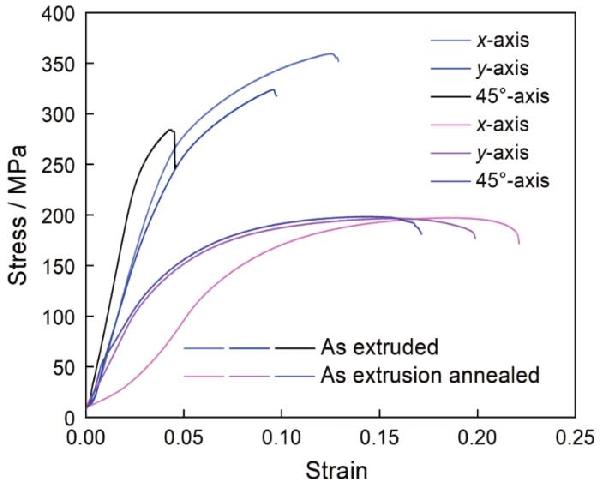
| As extruded(x-axis) | 362.12±5.4 | 4.33±0.14 |
| As extruded(y-axis) | 319.77±12.6 | 2.63±0.34 |
| As extruded(45°-axis) | 283.46±10.5 | 1.59±0.1 |
| As extrusion annealed(x-axis) | 198.29±3.9 | 8.12±1.46 |
| As extrusion annealed(y-axis) | 194.57±5.1 | 6.43±0.16 |
| As extrusion annealed(45°-axis) | 196.79±7.1 | 5.58±1.01 |



 分享 0
分享 0
 舉報(bào) 0
舉報(bào) 0
 收藏 0
收藏 0
 反對(duì) 0
反對(duì) 0
 點(diǎn)贊 0
點(diǎn)贊 0

 中冶有色技術(shù)平臺(tái)
中冶有色技術(shù)平臺(tái)合材料制備/加工第八屆學(xué)術(shù)會(huì)議")

 2024年12月27日 ~ 29日
2024年12月27日 ~ 29日 交流會(huì)") 2024年12月27日 ~ 29日
2024年12月27日 ~ 29日 碳纖維與復(fù)合材料應(yīng)用技術(shù)創(chuàng)新論壇") 2025年01月03日 ~ 05日
2025年01月03日 ~ 05日 硫磷鈦資源與新能源協(xié)同創(chuàng)新發(fā)展論壇") 2025年01月03日 ~ 05日
2025年01月03日 ~ 05日 資源科技創(chuàng)新發(fā)展論壇") 2025年04月27日 ~ 29日
2025年04月27日 ~ 29日 
 京公網(wǎng)安備 11010702002294號(hào)
京公網(wǎng)安備 11010702002294號(hào)