全部
▼
搜索
熱搜:
 803
編輯:中冶有色技術網(wǎng)
來源:郝劍,劉芳,楊樹林,姚曉雨,孫文儒
803
編輯:中冶有色技術網(wǎng)
來源:郝劍,劉芳,楊樹林,姚曉雨,孫文儒

| Melting rate | Position | Ti | Nb | Mg | N | O | S |
|---|---|---|---|---|---|---|---|
| LMR | Edge | 1.03 | 5.35 | <0.003 | 0.0090 | 0.0009 | <0.0005 |
| Center | 1.03 | 5.36 | <0.003 | 0.0060 | 0.0014 | <0.0005 | |
| LMR+1 kg/min | Edge | 0.96 | 5.37 | <0.003 | 0.0062 | 0.0009 | <0.0005 |
| Center | 0.98 | 5.40 | <0.003 | 0.0071 | 0.0013 | <0.0005 |



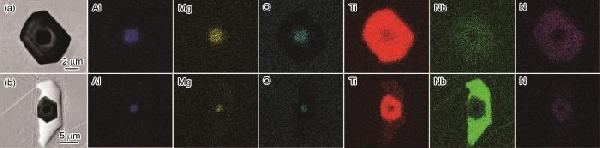
| Inclusion type | O | N | C | Al | Ti | Ca | F | Mg | Nb | Ni | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fluoride | 29.28 | - | - | 9.52 | 13.89 | 9.23 | 15.61 | 5.86 | - | 10.61 | 2.69 | 3.31 |
| Oxide | 13.59 | - | - | 1.99 | 49.86 | 10.05 | - | - | - | 14.31 | 5.22 | 4.99 |
| Nitride | - | 18.38 | 5.15 | - | 58.37 | - | - | - | 14.17 | 2.22 | 1.06 | 0.64 |



 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0







































































 中冶有色技術平臺
中冶有色技術平臺

 2024年12月27日 ~ 29日
2024年12月27日 ~ 29日 新論壇")
廢水處理與資源化利用交流會")
資源技術交流會")